Опыт внедрения установок очистки сетевой воды от механических примесей
Установка осветлительного фильтра ФОВ-1,0−06. В 2003 г. на котельной № 20 г. Дзержинск была смонтирована установка механического фильтрования сетевой воды на базе фильтра ФОВ-1,0−06 (фильтрующий агент — кварцевый песок). Схема установки фильтра представлена на рис. 7.
Обрабатываемая сетевая вода поступает из обратного трубопровода сетевой воды расходом ~5% от расчетного расхода в теплосети. Указанная установка работает в автоматическом режиме с управлением от блока автоматики. Обслуживающий персонал периодически контролирует работу установки, измеряя прозрачность сетевой воды до и после фильтра. В процессе пуско-наладочных испытаний в результате работы фильтра прозрачность сетевой воды за 5 суток выросла с 10 до 35 см по шрифту. Основные недостатки: достаточно высокие габаритные размеры, значительный расход исходной воды на взрыхляющую промывку фильтра.
Установка инерционно-гравитационного грязевика ГИГ-300. Грязевик инерционно-гравитационный (ГИГ-300) установлен в 2004 г. на котельной № 26 г. Дзержинска. Грязевик смонтирован на обратном трубопроводе теплосети и рассчитан на пропуск 100% расхода сетевой воды. Минимальный размер улавливаемых загрязнений, согласно паспорту, составляет около 30 мкм. Механические примеси оседают и накапливаются в нижней части грязевика. Удаление примесей производится периодически обслуживающим персоналом. При проведении пуско-наладочных испытаний зафиксирован рост прозрачности сетевой воды с 3,5 до 38 см в течение 10 суток. По нашим оценкам указанный грязевик за один проход улавливает около 10% всех загрязнений, содержащихся в очищаемой воде (с размером частиц свыше 30 мкм). К основным недостаткам можно отнести высокую стоимость и значительные массогабаритные характеристики грязевика.
Неплохие результаты также получены в результате применения самопромывного фильтра тонкой очистки F76S на котельной № 38 г. Дзержинска. Фильтр установлен на байпасе сетевых насосов и рассчитан на пропуск 3+5% сетевой воды.
Применение акустических противонакипных устройств (АПУ)
В 2003−04 гг. на одной из котельных г. Сергач в течение 3-х месяцев проводился эксперимент по проверке эффективности действия АПУ марки «Акустик-Т» по предотвращению накипеобразования на поверхности нагрева разборного ПТО фирмы Funkе. Акустические излучатели были установлены на обоих патрубках ПТО по сетевой стороне вблизи от портов.

Методы диагностики состояния загрязненности и качества химических промывок теплообменных аппаратов
Наиболее распространенным методом определения загрязненности теплообменников является периодический контроль перепада давления на входе и выходе аппарата в процессе эксплуатации (а также до и после химических промывок). Указанный метод отличается простотой и хорошо зарекомендовал себя на практике. Однако, этот метод не всегда применим. В частности, на основании него невозможно сделать вывод о способности конкретного теплообменника выполнить свою функцию (нагреть определенное количество воды до нужной температуры), если он в момент измерения перепада давления работает в нерасчетном режиме и, в особенности, если этот теплообменник изначально подобран с запасом или недостатком поверхности нагрева.
Поясним вышесказанное на примере. Рассмотрим ПТО, работающий на отопление. Температурный график теплосети 95/70 ОС. Пусть расчетные (принятые при подборе ПТО) и фактические (измеренные) параметры при одинаковом (расчетном) расходе сетевой воды составляют (см. табл. 3).
Как видим, в процессе эксплуатации перепад давления по сетевой воде возрос до 18 м вод. ст.
Вопрос: как определить, до какой температуры наружного воздуха указанный теплообменник сможет обеспечить подогрев сетевой воды до требуемой температуры по графику, и когда следует планировать промывку ПТО?
Очевидно, что простое измерение перепада давления ответа на этот вопрос дать не может.
Некоторые авторы наоборот предлагают излишне усложненные способы контроля загрязнения ПТО. Так, в статье [5] для контроля качества химической промывки ПТО предлагается использовать специальный стенд (совмещенный с промывочной установкой), работающий по принципу определения времени схождения температур воды в двух циркуляционных контурах, разделенных испытываемым ПТО. Стенд насыщен большим количеством дополнительного оборудования (насосы, электроподогреватель, расходомеры и пр.), требует подключения к обоим контурам ПТО (хотя промывке подвергается только один) и, по этим причинам, практически не применим для широкого использования на объектах малой теплоэнергетики. (Указанный стенд может быть рекомендован только для отработки различных технологий промывок с применением новых моющих растворов.)
Автором настоящей статьи разработан эффективный метод диагностики состояния загрязненности теплообменных аппаратов, позволяющий легко определять относительный коэффициент теплопередачи k/k0 загрязненного теплообменника по отношению к этому же теплообменнику с абсолютно чистой поверхностью. Для анализа используются только результаты измерения 4-х температур (на входе и выходе теплообменника по обоим потокам).
Сущность метода заключается в следующем. Признанные авторитеты отечественной теплоэнергетики
Е. Я. Соколов,
Н. М. Зингер в своих работах (см. например [1], стр. 125) теоретически и практически обосновали существование замечательного параметра водо-водяного подогревателя «Ф», значение которого для данного подогревателя величина практически постоянная.
Параметр подогревателя Ф в общем случае определяется по формуле:
т. е. от номера или диаметра корпуса подогревателя. Для всех типоразмеров секционных водо-водяных подогревателей по ОСТ 34−588−68 и
ГОСТ 27 590−88 можно практически принимать одно и то же значение удельного параметра при чистой поверхности нагрева,
т. е. при отсутствии на ней накипи и загрязнений.
Параметр Ф пластинчатого водо-водяного подогревателя зависит от типоразмера (конструкции и профиля пластин) и не зависит от количества пластин в ПТО.
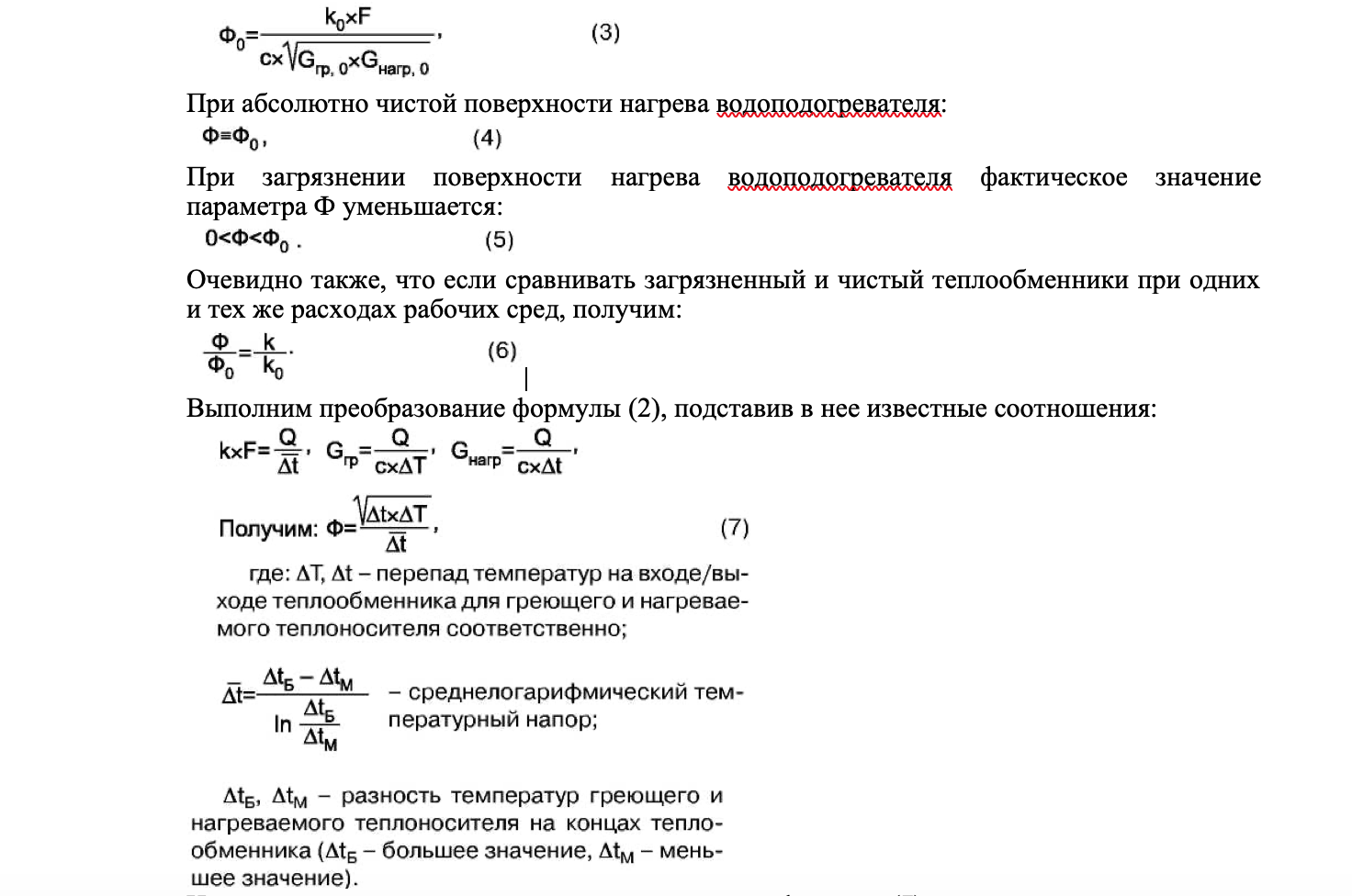
Параметр подогревателя в расчетном (основном) режиме равен:
Например, в вышеприведенном примере:

При известном фактическом значении параметра Ф загрязненного теплообменника, на основании формулы (7) и уравнений теплового баланса, описывающих характеристики оборудования и схемные решения конкретной котельной, можно получить систему нелинейных алгебраических уравнений для определения важного параметра — граничной температуры наружного воздуха, ниже которой котельная не сможет обеспечивать поддержание расчетного температурного графика в теплосети (это касается только подогревателей отопления).
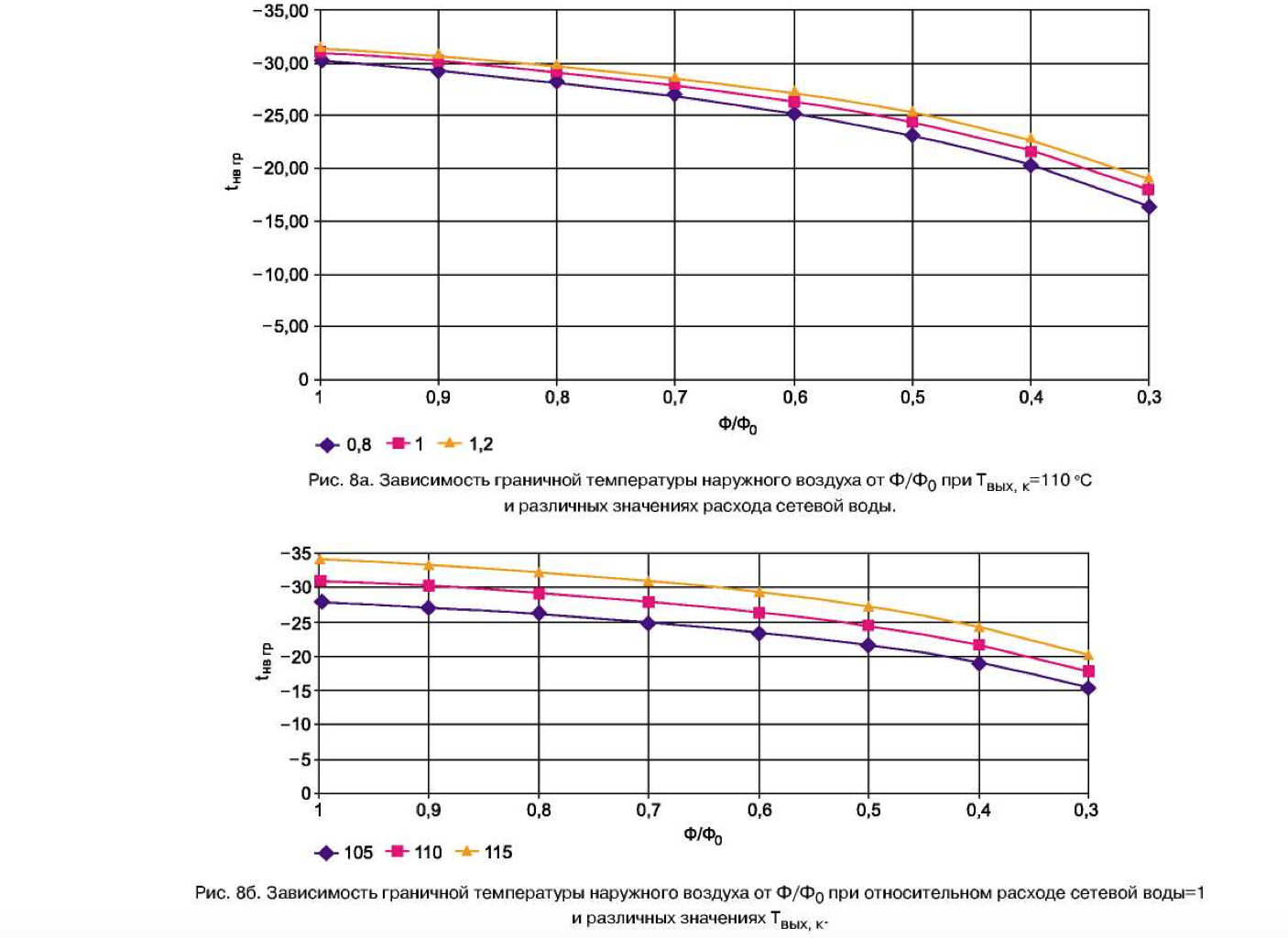
Для тепловой схемы, показанной на рис. 2, система уравнений легко решается численным методом на ПЭВМ. В качестве варьируемых параметров используются:
(Gсет/Gсет, 0) — отношение фактического расхода сетевой воды к расчетному;
Tвых, к — температура воды на выходе из котлов (равна температуре греющего теплоносителя на входе в подогреватель).
На графиках рис. 8 (а, б) представлены полученные решения системы уравнений для котельной № 20 г. Дзержинска.
Для вышеприведенного численного примера при (Ф/Ф0)=0,34, Твых=105 ОС, (Gсет/Gсет,0) = 1 по графику рис. 8 получим граничную температуру гр. = -17,0 ОС.
Рекомендации по подбору ПТО при проектировании объектов теплоснабжения
В настоящее время все фирмы-поставщики ПТО при их продаже предлагают заказчикам услуги по подбору теплообменников, в зависимости от исходных данных и специфических требований заказчика.
При этом обе стороны заинтересованы в положительном эффекте в результате внедрения ПТО. Сами заказчики, как правило, не могут квалифицированно подобрать ПТО, поскольку методики их теплового и гидравлического расчета являются коммерческой тайной. В качестве исходных данных для выбора ПТО запрашиваются:
— тепловая мощность;
— температуры входа/выхода рабочих сред по обоим потокам;
— максимально допустимый (располагаемый) перепад давления по обоим потокам.
В результате расчета по программе фирмы-изготовителя получают величины:
— типоразмер ПТО;
— тип и количество пластин;
— расчетный коэффициент теплопередачи;
— расчетный перепад давления по обоим потокам.
Нюанс заключается в том, что при одних и тех же заданных значениях теплового потока и температур теплоносителей могут быть подобраны ПТО разного типоразмера с существенно разным расчетным коэффициентом теплопередачи, количеством пластин
и т. д. (Расчетный коэффициент теплопередачи k0, как правило, напрямую зависит от назначенных величин допустимого перепада давления). Очевидно, например, что теплообменник с k0=4500 Вт/(м2*ОС) будет иметь в 1,7 раза меньшую поверхность, чем теплообменник с k0 = 7500 Вт/(м2*ОС). При этом второй ПТО примерно в 1,5 раза дешевле.
Многие заказчики, не искушенные в проблемах подбора ПТО, и, к тому же, ограниченные в финансовых средствах подтверждают выбор ПТО с более высоким коэффициентом теплопередачи. При этом они обрекают себя на полный комплекс вышеописанных в предыдущих разделах проблем, связанных с потерей тепловой эффективности ПТО при загрязнении.
Как же быть в такой ситуации? Ответ на этот вопрос неоднозначен.
Во-первых, следует рекомендовать эксплуатационникам при выдаче технического задания на подбор ПТО в обязательном порядке учитывать перспективу их возможного загрязнения на основе имеющихся данных химико-аналитического контроля теплообменивающихся сред с учетом сезонных изменений.
Во-вторых, не следует устанавливать ПТО со слишком высоким значением k0. На наш взгляд оптимальный диапазон k0 для ПТО составляет 4500−6000 Вт/(м2*оС).
Здесь необходимо заметить, что проблема устранилась бы сама собой, если бы фирмы-изготовители ПТО в своих расчетных программах учитывали возможность подбора ПТО при наличии заданной степени загрязненности (толщины слоя накипи). Однако такая услуга не предоставляется. В чем причина? Не умеют считать или в водопроводных и тепловых сетях западных стран течет дистиллят?
Приходится искать обходные пути. Некоторые ошибочно полагают, что решить проблему можно путем введения запаса поверхности нагрева,
т. е. рассчитать ПТО без учета загрязнения, а затем добавить некоторое количество пластин (например 20%) и дело, как говорится, «в шляпе». Однако это неправильный подход, поскольку при тех же расходах теплоносителей уменьшается скорость их течения по каналам, что ведет к снижению коэффициента теплопередачи примерно в той же пропорции. (Этот вывод следует так же из формулы (2), поскольку параметр «Ф» водоподогревателя при добавлении пластин остается постоянным). Тепловой поток же при этом практически не изменяется
Правда, вышесказанное справедливо только для чистого ПТО. В случае с загрязненным ПТО возникает интересный эффект, выражающийся в том, что вследствие снижения абсолютного значения коэффициента теплопередачи теплообменника, обусловленного добавлением пластин, его относительная величина (k/k0) при том же слое отложений становится больше. В результате рост поверхности нагрева не компенсируется снижением коэффициента теплопередачи и тепловой поток (при прочих равных условиях) несколько увеличивается. Расчеты показывают, что для теплообменника с расчетным коэффициентом теплопередачи 5000 Вт/(м2.ОС) и расчетным параметром Ф0=2,22, при толщине слоя накипи 0,2 мм увеличение количества пластин на 20% обеспечивает прирост теплового потока только на 4,08%.
Таким образом, прирост поверхности нагрева ПТО (путем добавления пластин) не обеспечивает эквивалентного прироста теплового потока.
Добавление пластин экономически оправдано только в двух случаях:
— при необходимости увеличения тепловой нагрузки ПТО,
т. е. расходов теплоносителей по обоим потокам;
— при необходимости уменьшения гидравлического сопротивления ПТО при неизменных расходах теплоносителей и тепловой нагрузке.
Правильная методика подбора ПТО с учетом прогнозируемого загрязнения следует из вышеприведенной теоретической модели и заключается в следующем:
1. Исходя из требований технологического процесса определяются расчетные температуры теплоносителей (при загрязненном состоянии ПТО), например:

5. При известных отношении расходов (Gнагр/Gгр=(110−80)/(95−70)=1,2) и входных температурах теплоносителей, выходные температуры найдутся из системы уравнений:


В первую очередь необходимо провести анализ, в ходе которого определить:
— степень загрязнения ПТО отложениями (по описанной выше методике);
— соответствие входных температур теплоносителей и их расходов расчетным.
Для повышения теплопроизводительности ПТО можно рекомендовать следующие мероприятия:
1. Химическая промывка (или механическая очистка).
2. Повышение температуры и расхода греющего теплоносителя.
3. Замена ПТО.
4. Реконструкция ПТО с переводом на двухходовую схему и увеличением количества пластин.
Последнее мероприятие было нами апробировано на котельной № 87 г. Сергач. На указанной котельной по проекту были установлены два ПТО отопления марки FPS-43−163−1E фирмы «FUNKE» тепловой мощностью 8,0 МВт каждый. В процессе эксплуатации обнаружилось, что имеет место быстрое зарастание поверхностей нагрева ПТО накипными отложениями, вследствие чего котельная оказалась «заперта» — не удавалось нагреть сетевую воду выше 65−70 ОС (при графике 95/70 ОС).
Обследование показало — при расчетном коэффициенте теплопередачи ПТО 6600 Вт/(м2*ОС), фактическое его значение составляло всего лишь 1736−2343 Вт/(м2*оС), что соответствует относительному параметру (Ф/Ф0)= 0,26−0,36. При разборке ПТО на поверхности нагрева были обнаружены накипные отложения толщиной 0,2−0,3 мм следующего состава: 78% солей кальция, 22% оксидов железа.
Для нормализации теплоснабжения от котельной в первую очередь нами были предприняты меры по увеличению расхода (примерно на 30%) и температуры котловой воды до максимальной — от 110 до 115 ОС, а также корректировке реагентного водно-химического режима. Хотя все эти мероприятия дали ограниченный эффект (удалось повысить температуру сетевой воды на 5−7 ОС), в сочетании с регулярными химпромывками это позволило не допустить срыва теплоснабжения жилого района.
Радикально проблема была решена только в летний период 2003 г., когда в сотрудничестве с известной фирмой-производителем пластинчатых теплообменников «Ридан» нами была проведена реконструкция ПТО с переводом на двухходовую схему движения теплоносителей и увеличением количества пластин со 163 до 250 шт.
В результате реконструкции удалось полностью нормализовать теплоснабжение от котельной.
К отрицательным последствиям реконструкции ПТО следует отнести следующие:
— гидравлическое сопротивление ПТО увеличилось с 2,0 до 6,8 м вод. ст.,
т. е. в 3,4 раза;
— осложнена операция разборки ПТО из-за устройства портов и подводящих трубопроводов с двух сторон теплообменника.
Выводы
1. Поверхности нагрева ПТО подвержены загрязнению отложениями накипи, окислов железа и других механических примесей, содержащихся в сетевой воде. Интенсивность и характер загрязнения определяется качеством воды (жесткостью, концентрацией примесей) и ее температурой.
2. Загрязнение ПТО с высоким расчетным коэффициентом теплопередачи сопровождается значительным снижением тепловой эффективности аппарата.
3. Химическая промывка ПТО (в особенности загрязненных окислами железа) является сложной технологической операцией, требует профессионального подхода к выбору реагентов и технологий промывки.
4. С целью уменьшения загрязнения ПТО продуктами коррозии железа и другими механическими примесями, содержащимися в сетевой воде, следует применять осветлительные фильтры, инерционно-гравитационные грязевики типа ГИГ и др. устройства очистки.
5. Для предотвращения накипеобразования на поверхностях нагрева ПТО, подогревающих сетевую воду с высокой жесткостью, и снижения скорости коррозии тепловых сетей рекомендуется применять реагентный (комплексонный) водно-химический режим тепловых сетей.
6. Предложена эффективная методика диагностики загрязненности теплообменных аппаратов, разработано приборное и программное обеспечение для создания системы мониторинга степени загрязнения с оценкой остаточного ресурса работы до промывки (очистки).
7. При проектировании и выборе ПТО в обязательном порядке необходимо учитывать возможное загрязнение поверхности нагрева. Предложена методика подбора ПТО с учетом загрязнения.
Литература
1.
Соколов Е. Я. «Теплофикация и тепловые сети», Издание 7-е, 2001 г., М., Издательство МЭИ.
2.
Михеев М. А.,
Михеева И. М. «Основы теплопередачи», 1973 г., М., «Энергия».
3.
Барон В. Г. «Легенды и мифы современной теплотехники или пластинчатые и кожухотрубные теплообменные аппараты"//"Новости теплоснабжения», 2004 г., № 8, с. 38−42.
4.
Дрейцер Г. А. «О некоторых проблемах создания высокоэффективных трубчатых теплообменных аппаратов» // «Новости теплоснабжения», 2004 г., № 5, с. 37−43.
5.
Тарадай А. М.,
Коваленко Л. М.,
Гурин Е. П. «Контроль качества химической промывки от загрязнения теплообменных аппаратов» // «Новости теплоснабжения». Интернет-сайт www.rosteplo.ru.
6.
Слепченок В. С.,
Быстров В. Д.,
Зак М. Л.,
Палей Е. Л. «Отопительные котельные малой мощности» // «Новости теплоснабжения», 2004 г., № 9, с. 24−33.
Автор: О.В. Жаднов, заместитель главного инженера, ООО «Нижегородтеплогаз» Журнал «Новости теплоснабжения» № 3, 2005 г.,