О влиянии загрязнений и конструктивных особенностей пластинчатых теплообменников на коэффициент теплопередачи (или о чем умалчивают производители)
Влияние загрязнения. Каждому теплоэнергетику с институтской скамьи известно, что накипь на поверхности нагрева теплообменника увеличивает термическое сопротивление теплопере-дающей стенки и, следовательно, снижает коэффициент теплопередачи аппарата. Так как коэффициент теплопроводности накипи имеет весьма низкое значение, то даже незначительный слой отложений создает большое термическое сопротивление (слой котельной накипи толщиной 1 мм по термическому сопротивлению примерно эквивалентен 40 мм стальной стенки [2]).Однако один и тот же по толщине и химическому составу слой накипи оказывает существенно разное влияние на тепловую эффективность теплообменных аппаратов, различных по конструкции и режимам работы.
Тепловая эффективность загрязненного теплообменника по отношению к такому же теплообменнику с чистой поверхностью характеризуется отношением коэффициентов теплопередачи (к/к0), которое согласно [2] определяется по формуле:

Необходимо заметить, что реальная картина загрязнения для пластинчатого теплообменника (ПТО) существенно отличается от теоретической. На практике обнаруживается неравномерное загрязнение пластин и отдельных каналов по ширине, длине и высоте подогревателя, что связано, очевидно, с неравномерностью полей температур и скоростей теплоносителя. Значительную сложность представляет также корректное определение коэффициента теплопроводности накипи, который согласно [2] в зависимости плотности и химического состава отложений изменяется в широких пределах 0,13−3,14 Вт/(м2*ОС).
Тем не менее, из показанных на рис. 1 зависимостей можно извлечь важное следствие, а именно: теплообменник с высоким расчетным (конструктивным) значением коэффициента теплопередачи (k0) значительно более чувствителен к загрязнению, чем теплообменник с низким расчетным коэффициентом теплопередачи (т.е. его коэффициент теплопередачи при одном и том же загрязнении уменьшается на большую долю).
Действительно, традиционно применявшиеся в отечественной теплоэнергетике кожухотрубные водоподогреватели (с гладкими трубками), как известно, выбирались с невысоким коэффициентом теплопередачи в расчетном режиме — на уровне 800−1200 Вт/(м2*ОС). При толщине слоя накипи мм такой теплообменник имеет относительную тепловую эффективность (k/k0) = 0,8, что вполне приемлемо.
Иначе обстоит дело с пластинчатыми аппаратами, которые, как правило, из соображений экономии выбираются с высоким расчетным коэффициентом теплопередачи — 5000−7000 Вт/(м2*ОС). При той же толщине слоя накипи мм этот теплообменник уже будет иметь отношение (k/k0)=0,4, т. е. коэффициент теплопередачи, заявленный изготовителем, снизится в 2,5 раза!
Учитывая повсеместно низкое качество водопроводной воды в городах России (по сравнению с Европой) и безалаберное отношению к водоподготовке (особенно в коммунальном секторе), становится понятно, к каким негативным последствиям может привести непрофессиональный подход к проектированию и применению «экономически выгодных» теплообменных аппаратов.
Влияние конструкции. Необходимо отметить, что за период своей профессиональной деятельности автору статьи ни на одном из обследованных ПТО не удалось зафиксировать расчетного (проектного) коэффициента теплопередачи (о методике испытаний теплообменников см. ниже в разделе 4). Даже для новых ПТО, работающих на достаточно мягкой и чистой воде, относительный коэффициент теплопередачи (k/k0) не превышал 0,9. При этом была отмечена интересная особенность ПТО — при значительной разнице давлений между полостями греющего и нагреваемого теплоносителей (2−3 кгс/см2) относительный коэффициент теплопередачи существенно ухудшался и составлял всего лишь 0,7−0,8. Как оказалось, данный эффект объясняется «распуханием» полости с большим давлением, и, соответственно, сжатием полости с меньшим давлением вследствие прогиба пластин. В «распухшей» полости, по-видимому, возникает зазор между ребрами рифления соседних пластин, который приводит к нарушению равномерности распределения теплоносителя по ширине пластин. На одном теплообменнике марки «APV» даже проводился опыт по определению относительного изменения внутреннего объема сжатой полости — оно составило около 10%.
Актуальность проблемы борьбы с загрязнениями
Многие специалисты отмечают потерю тепловой эффективности ПТО в процессе эксплуатации вследствие загрязнения поверхности нагрева. Например, коллеги из г. Санкт-Петербурга в статье [6] приводят следующую статистику потери тепловой эффективности теплообменника Альфа-Лаваль, установленного на ЦТП:
— после 1 -ого года эксплуатации — 5%;
— после 2-ого -15%;
— после 3-его — более 25%.
Нам в своей деятельности пришлось многократно сталкиваться с сильнейшим загрязнением ПТО, при котором теплообменник терял до 50−70% тепловой эффективности за 3−6 недель!
На нашем предприятии эксплуатируется достаточно большой парк — более 50 единиц — водо-водяных ПТО различных фирм производителей («Альфа-Лаваль Поток», «РИДАН», «Машим-пекс», «Funke») единичной тепловой мощностью 0,3−8,0 МВт. Водоподогреватели установлены в отопительных котельных, расположенных в двух городах Нижегородской области: г. Дзержинск и г. Сергач.
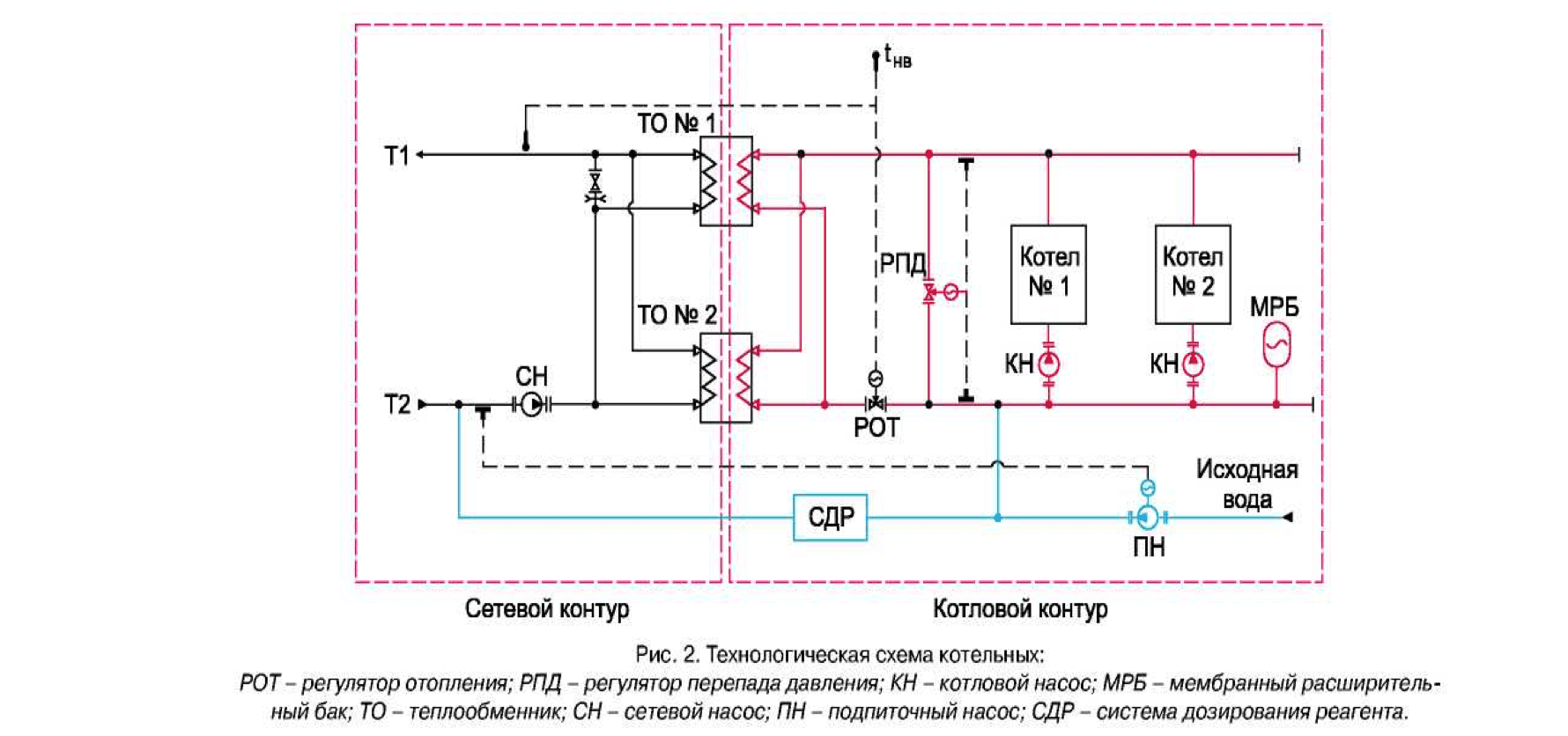
В 2001 -2002 гг. в указанных городах с привлечением инвестиций ОАО «ГАЗПРОМ» была проведена масштабная реконструкция систем теплоснабжения, в результате которой взамен старых отопительных котельных с чугунно-секционными котлами («Энергия, «Тула» и др.) были построены и реконструированы: в г. Дзержинск — 18 котельных общей установленной мощностью 158,5 МВт, в г. Сергач — 8 котельных общей установленной мощностью 32,5 МВт. В г. Дзержинске, кроме того, произведена замена 100% тепловых сетей от реконструированных котельных суммарной протяженностью 36 км. Все котельные в настоящее время работают в автоматическом режиме (без постоянного присутствия обслуживающего персонала). Котельные выполнены по единой двухконтурной технологической схеме (см. рис. 2). Пластинчатые теплообменники отопления (2 шт. по 50% производительности каждый) выполняют функцию разделения контуров. Расчетный температурный график: 95/70 ОС — по сетевому контуру, 110/80 ОС — по котловому контуру.
Внешний (сетевой) контур подпитывается водой, в которую непрерывно дозируется реагент-ингибитор накипиобразования и коррозии (марки «Аква-М» или ОЭДФ-Zn). Дозирование осуществляется установкой СДР-5 (изготовитель — ОАО «Аква-Хим», г. Тверь).
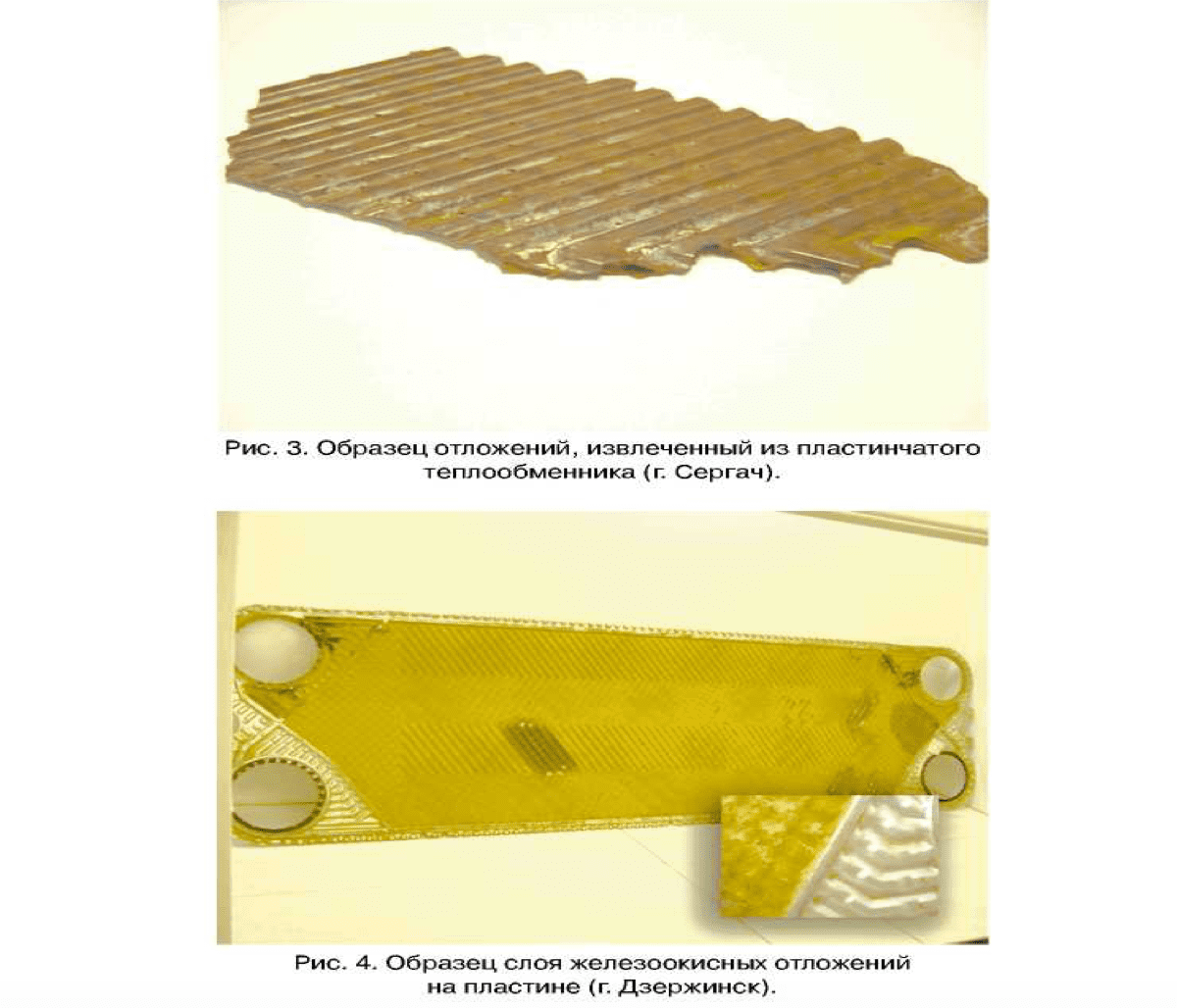
Непосредственно в процессе пуска в эксплуатацию и в последующих отопительных сезонах 2001−2003 гг. наше предприятие столкнулось с серьезными трудностями, выразившимися в невозможности передачи требуемого количества тепла через ПТО и, следовательно, в невозможности поддержания проектного температурного графика в тепловых сетях ряда котельных при низких температурах наружного воздуха — приблизительно при -15 ОС и ниже. Как показало проведенное обследование, причина заключалась в интенсивном загрязнении поверхности нагрева теплообменников по сетевой стороне продуктами коррозии железа (г. Дзержинск) и накипью (г. Сергач). В качестве иллюстрации на рис. 3 представлена фотография образца отложений, извлеченного из теплообменника в г. Сергач, на рис. 4 — фотография пластины, извлеченной из теплообменника в г. Дзержинске.
Загрязнение теплообменников также оказывало негативное влияние на гидравлический режим тепловых сетей. При расчетном гидравлическом сопротивлении теплообменников 0,4 кгс/см2, фактическое его значение достигало 2,0−2,5 кгс/см2, после чего теплообменники поочередно подвергались разборке и механической чистке. Механическая очистка пластинчатого теплообменника оказалась сложной и длительной по времени операцией (очистка 1 теплообменника бригадой из 3-х человек занимала 6−8 ч.), что в условиях отопительного сезона приводило к ограничению подачи тепла потребителям.
Ситуация усугублялась также тем обстоятельством, что из-за большого расхода подпитки (до 10 раз больше норматива) длительное время не удавалось наладить надежное функционирование систем реагентной водоподготовки. Качество сетевой воды в первый год эксплуатации не отвечало никаким нормам и на ряде котельных было таким, что теплообменники загрязнялись в течение 2−3 недель.
Нескончаемый поток жалоб от потребителей поставил под сомнение саму идею реконструкции котельных, в ходе которой производилась замена устаревшего оборудования — чугунно-секционных котлов на современные автоматизированные жаротрубные котлоагрегаты, пластинчатые теплообменники и пр.
Опыт борьбы с загрязнениями пластинчатых теплообменников
В сложившихся условиях с февраля 2002 г. на предприятии была развернута планомерная работа по анализу причин нарушений в работе теплообменников и разработке мероприятий по стабилизации теплового и гидравлического режимов отпуска тепловой энергии.
На первом этапе был организован непрерывный мониторинг химического состава исходной и сетевой воды по основным показателям (прозрачность по шрифту, содержание железа, рН, жесткость, концентрация реагента и др.), налажен контроль состояния загрязненности теплообменников по простейшему показателю — перепаду давления.

Поэтому, отложения на поверхностях нагрева твердые, от светло-серого до коричневого цвета, состоят на 80% из карбоната кальция с вкраплениями твердых частиц продуктов коррозии железа. Толщина слоя отложений достигала 0,6−0,8 мм. Скорость образования отложений достаточно высока — за 1,5−2 месяца достигался критический перепад давления по сетевой стороне — 2,5 кгс/см2.
Ситуация в г. Дзержинске кардинальным образом отличалась. Исходная водопроводная вода в г. Дзержинске — относительно мягкая (общая жесткость 4,0−5,0 мг-экв/кг), периодически наблюдается значительное превышение санитарных норм по содержанию железа (до 2−3 мг/кг). При рН = 6,5−7,5 и нагревании до рабочей температуры в теплосети такая вода сохраняет отрицательный индекс стабильности, т. е. является коррозионно-агрессивной (при невысокой склонности к накипеобразованию).
За предшествующий период эксплуатации (более 30 лет) в системах теплопотребления абонентов и теплосетях скопилось огромное количество продуктов коррозии железа и других механических примесей. К этому необходимо добавить то обстоятельство, что жилищно-эксплуатационные организации традиционно (по крайней мере, предшествующие 5−10 лет) практически не готовили жилой фонд к зиме, т. е. такие важные операции, как опрессовка и промывка внутренних систем отопления (ВСО) практически не проводились.
После ввода в эксплуатацию реконструированных котельных, наладки гидравлического режима теплосетей, поток загрязнений из ВСО хлынул в сеть, что привело к быстрому загрязнению пластинчатых теплообменников.
Типичная динамика изменения прозрачности сетевой воды в системах теплоснабжения г. Дзержинска представлена на рис. 5.
Отложения на поверхностях нагрева ПТО в г. Дзержинске имеют ярко выраженный железо-окисный характер: рыжего цвета; слой, прилегающий к поверхности пластин — твердый, прочно сцеплен с металлом пластины; наружный слой -рыхлый, при высыхании образует тонкодисперсную пыль. Средний состав отложений: оксиды железа — 80−90%; карбонат кальция — 5−10%; оксид кремния и др. — 5−10%.
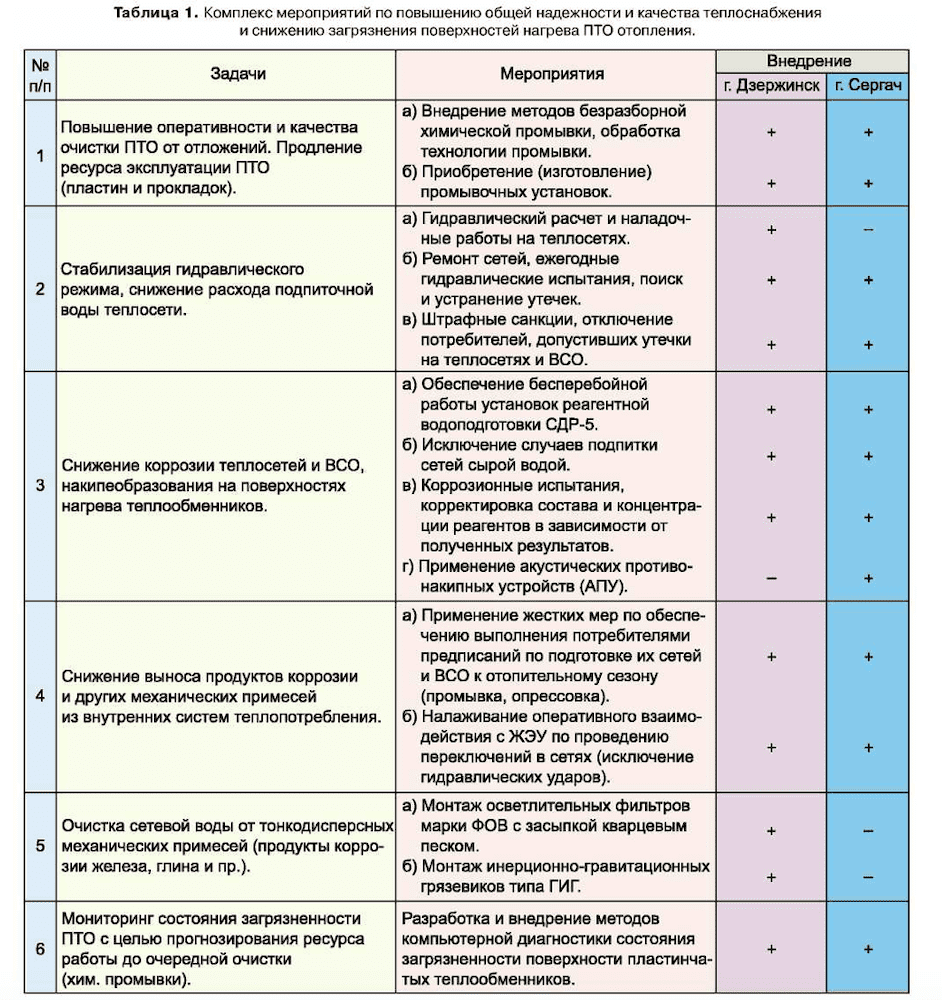
Эквивалентная толщина слоя отложений -0,3−0,7 мм. На основании анализа всей имеющейся информации были разработаны мероприятия по стабилизации работы систем теплоснабжения и теплообменного оборудования котельных г. Дзержинска и г. Сергач с учетом местной специфики. Мероприятия сведены в табл. 1.
Реализация мероприятий, перечисленных в табл. 1, планомерно проводилась в период с 2002 по 2004 гг. и в настоящее время в основном закончена. Так, в отопительном сезоне 2002−2003 гг. были полностью завершены наладочные работы на тепловых сетях всех 18 котельных г. Дзержинска. Начиная с 2002 г. в летний период стали проводиться гидравлические испытания теплотрасс на прочность и плотность, что позволило существенно сократить объем подпиточной воды. К окончанию отопительного сезона 2003−2004 гг. удалось снизить расход подпиточной воды по котельным г. Дзержинска в 2,5 раза, по котельным г. Сергач в 3 раза.
Опыт проведения химических промывок ПТО
В 2002—2003 гг. на предприятии отлаживались процедуры проведения химических промывок ПТО. Были сконструированы и изготовлены 2 установки для химической промывки оборудования (рис. 6). Весь парк теплообменников оснащен патрубками Dу 40 с запорной арматурой для присоединения промывочной установки. Разработаны и внедрены технологии промывки с использованием различных моющих составов.
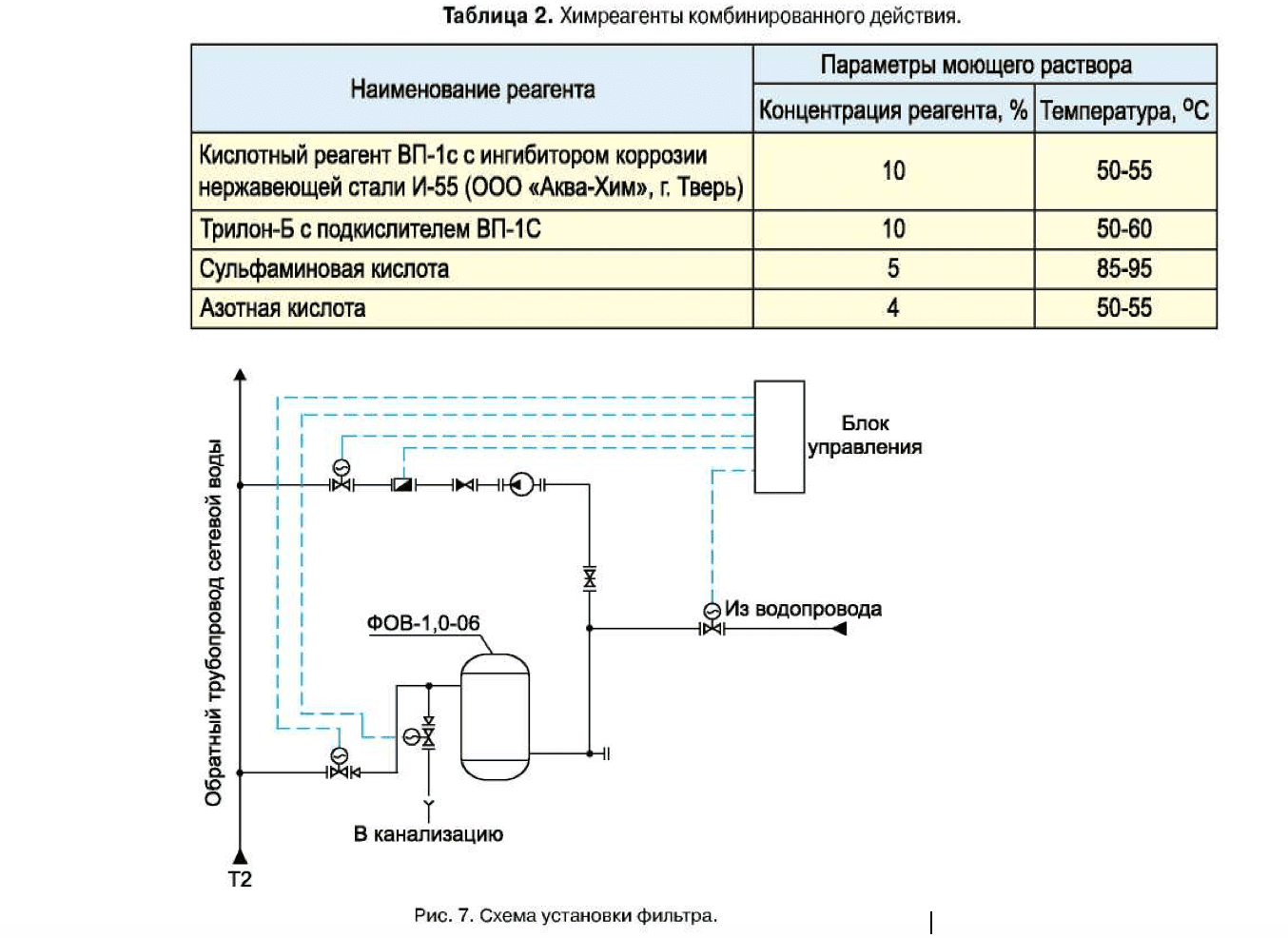
Сложность подбора реагентов заключалась в том, что необходимо было подобрать реагент комбинированного действия, одинаково эффективно отмывающий карбонатную накипь и оксиды железа. Промывочный раствор также должен содержать ингибиторы, предохраняющие металлические поверхности нагрева теплообменников (нержавеющая сталь AISI 316) и подводящие патрубки от коррозионного износа при промывках. На основании полученного опыта мы можем рекомендовать к применению следующие химреагенты комбинированного действия (см. табл. 2).
К недостаткам метода безразборной химической промывки ПТО следует отнести:
1. Сравнительно высокую стоимость, выражающуюся в затратах на реагенты и оплату труда квалифицированного персонала. По нашим оценкам, себестоимость химической промывки одного ПТО тепловой мощностью 4−6 МВт составляет 6−10 тыс. руб.
2. Большие затраты времени и трудозатраты. Химическая промывка одного ПТО со всеми сопутствующими процедурами (транспортировка установки, подключение/отключение, нейтрализация отработанного раствора, отмывка и т. д.) занимает по времени 1 рабочую смену (8 часов) при численности бригады 2−3 человека, т. е. 3×8 = 24 челхч.
3. Сложности, возникающие при утилизации отработанного промывочного раствора.
4. Имеется вероятность повреждения пластин, патрубков теплообменников при нарушении технологии промывки.
К безусловным достоинствам метода следует отнести:
1. Высокое качество отмывки (при плотных отложениях механическая очистка эффекта не дает!).
2. Продление ресурса эксплуатации уплотнительных прокладок, которые составляют до 50% от стоимости ПТО в сборе. (По опыту известно, что ресурс прокладок зависит от рабочей температуры и составляет 6−8 разборок при сроке эксплуатации около 5 лет).
3. Возможность проведения работ в стесненных условиях (например, в котельных блоч-но-модульной конструкции механическая очистка ПТО практически невозможна, требуется демонтаж и вывоз пластин в приспособленное помещение).
Обобщая накопленный опыт химических промывок ПТО можно также дать следующие рекомендации по их проведению:

3. Вварные штуцера теплообменников, предназначенные для подключения промывочной установки, должны иметь толщину стенки не менее 6 мм, т.к. они подвергаются наибольшему износу в процессе химических промывок (были случаи отрыва штуцеров).
4. Вся арматура, трубопроводы, шланги, бак, насос и другие изделия, входящие в состав промывочной установки, должны изготавливаться из химически стойких материалов (нержавеющая сталь, пластмасса и др.).
5. Промывочный раствор не должен содержать хлор и сульфатсодержащие компоненты и иметь в своем составе ингибитор коррозии нержавеющей стали.
6. При проведении химпромывок ПТО не допускать превышения указанной в инструкции (технологической карте) температуры и концентрации промывочного раствора. После завершения химпромывки немедленно производить нейтрализацию (пассивацию) и отмывку теплообменника.
7. Работы по химической промывке ПТО должны выполняться только подготовленным персоналом по наряду-допуску.
Открыть «Пластинчатые аппараты – дело тонкое. Часть 2» →